 |
 |
 |
 |
 |
Купить сейчас | |
|---|---|---|---|---|---|---|
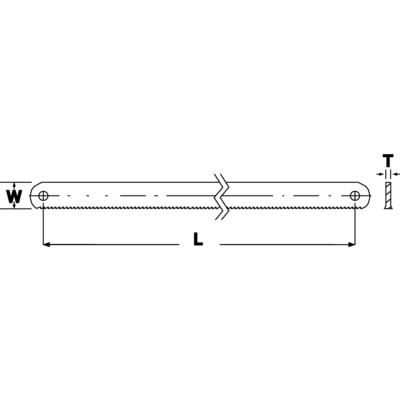
| 6 | 300 mm | 25 mm | 1.25 mm | 73 g | ||
| 10 | 300 mm | 25 mm | 1.25 mm | 73 g | ||
| 14 | 300 mm | 25 mm | 1.25 mm | 73 g | ||
| 6 | 300 mm | 32 mm | 1.60 mm | 120 g | ||
| 10 | 300 mm | 32 mm | 1.60 mm | 120 g | ||
| 6 | 350 mm | 25 mm | 1.25 mm | 88 g | ||
| 10 | 350 mm | 25 mm | 1.25 mm | 88 g | ||
| 14 | 350 mm | 25 mm | 1.25 mm | 88 g | ||
| 4 | 350 mm | 32 mm | 1.60 mm | 145 g | ||
| 6 | 350 mm | 32 mm | 1.60 mm | 145 g | ||
| 8 | 350 mm | 32 mm | 1.60 mm | 145 g | ||
| 10 | 350 mm | 32 mm | 1.60 mm | 145 g | ||
| 14 | 350 mm | 32 mm | 1.60 mm | 145 g | ||
| 6 | 400 mm | 25 mm | 1.25 mm | 98 g | ||
| 10 | 400 mm | 25 mm | 1.25 mm | 98 g | ||
| 14 | 400 mm | 25 mm | 1.25 mm | 98 g | ||
| 4 | 400 mm | 32 mm | 1.60 mm | 160 g | ||
| 6 | 400 mm | 32 mm | 1.60 mm | 160 g | ||
| 8 | 400 mm | 32 mm | 1.60 mm | 160 g | ||
| 10 | 400 mm | 32 mm | 1.60 mm | 160 g | ||
| 14 | 400 mm | 32 mm | 1.60 mm | 160 g | ||
| 4 | 400 mm | 38 mm | 2.00 mm | 219 g | ||
| 6 | 400 mm | 38 mm | 2.00 mm | 219 g | ||
| 10 | 400 mm | 38 mm | 2.00 mm | 219 g | ||
| 6 | 425 mm | 32 mm | 1.60 mm | 170 g | ||
| 10 | 425 mm | 32 mm | 1.60 mm | 170 g | ||
| 4 | 450 mm | 32 mm | 1.60 mm | 177 g | ||
| 6 | 450 mm | 32 mm | 1.60 mm | 177 g | ||
| 10 | 450 mm | 32 mm | 1.60 mm | 177 g | ||
| 14 | 450 mm | 32 mm | 1.60 mm | 177 g | ||
| 4 | 450 mm | 38 mm | 2.00 mm | 249 g | ||
| 6 | 450 mm | 38 mm | 2.00 mm | 249 g | ||
| 8 | 450 mm | 38 mm | 2.00 mm | 249 g | ||
| 10 | 450 mm | 38 mm | 2.00 mm | 249 g | ||
| 8 | 475 mm | 38 mm | 2.00 mm | 279 g | ||
| 4 | 500 mm | 38 mm | 2.00 mm | 304 g | ||
| 6 | 500 mm | 38 mm | 2.00 mm | 304 g | ||
| 8 | 500 mm | 38 mm | 2.00 mm | 304 g | ||
| 10 | 500 mm | 38 mm | 2.00 mm | 304 g | ||
| 10 | 500 mm | 45 mm | 2.25 mm | 398 g | ||
| 4 | 500 mm | 50 mm | 2.50 mm | 513 g | ||
| 6 | 500 mm | 50 mm | 2.50 mm | 513 g | ||
| 6 | 525 mm | 38 mm | 2.00 mm | 314 g | ||
| 8 | 525 mm | 38 mm | 2.00 mm | 314 g | ||
| 10 | 525 mm | 38 mm | 2.00 mm | 314 g | ||
| 6 | 550 mm | 38 mm | 2.00 mm | 329 g | ||
| 6 | 550 mm | 45 mm | 2.25 mm | 433 g | ||
| 4 | 550 mm | 50 mm | 2.50 mm | 553 g | ||
| 6 | 550 mm | 50 mm | 2.50 mm | 553 g | ||
| 8 | 550 mm | 50 mm | 2.50 mm | 553 g | ||
| 10 | 550 mm | 50 mm | 2.50 mm | 553 g | ||
| 4 | 575 mm | 50 mm | 2.50 mm | 568 g | ||
| 6 | 575 mm | 50 mm | 2.50 mm | 568 g | ||
| 4 | 600 mm | 50 mm | 2.50 mm | 588 g | ||
| 6 | 600 mm | 50 mm | 2.50 mm | 588 g | ||
| 8 | 600 mm | 50 mm | 2.50 mm | 588 g | ||
| 4 | 650 mm | 50 mm | 2.50 mm | 634 g | ||
| 6 | 650 mm | 50 mm | 2.50 mm | 634 g | ||
| 3 | 700 mm | 50 mm | 2.50 mm | 679 g | ||
| 4 | 700 mm | 50 mm | 2.50 mm | 679 g | ||
| 6 | 700 mm | 50 mm | 2.50 mm | 679 g | ||
| 4 | 750 mm | 50 mm | 2.50 mm | 730 g | ||
| 6 | 750 mm | 50 mm | 2.50 mm | 730 g |